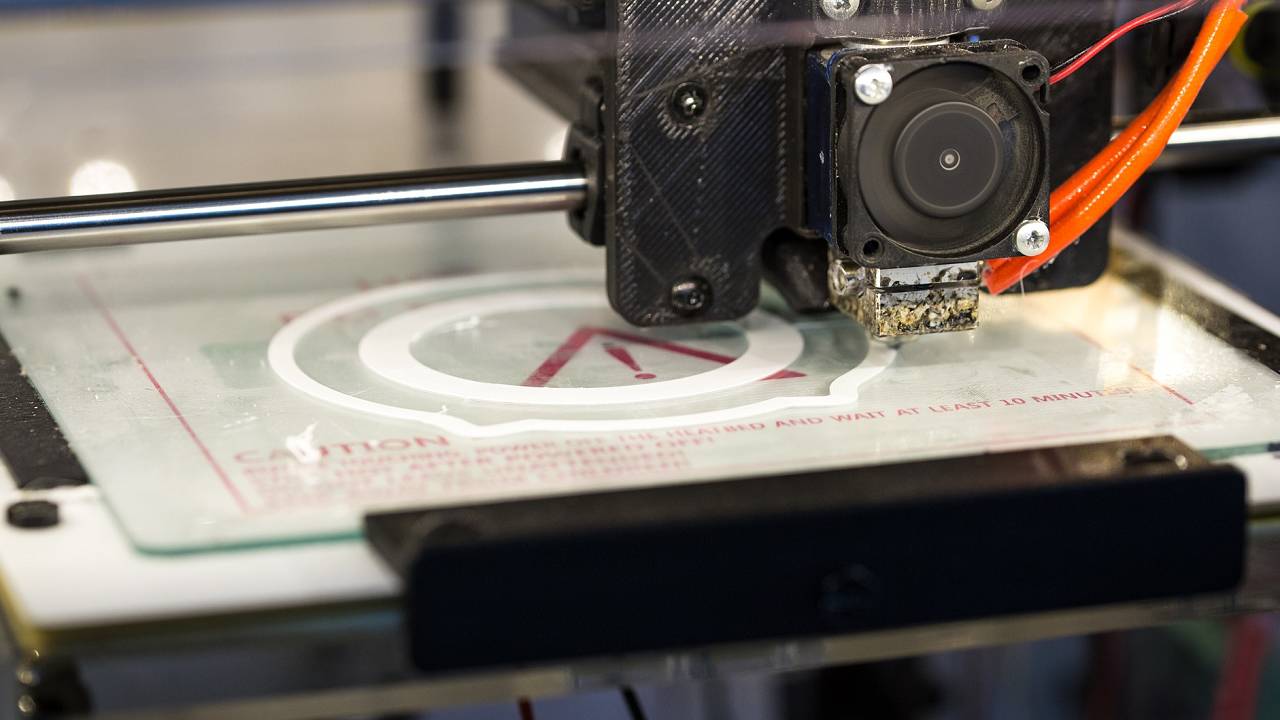
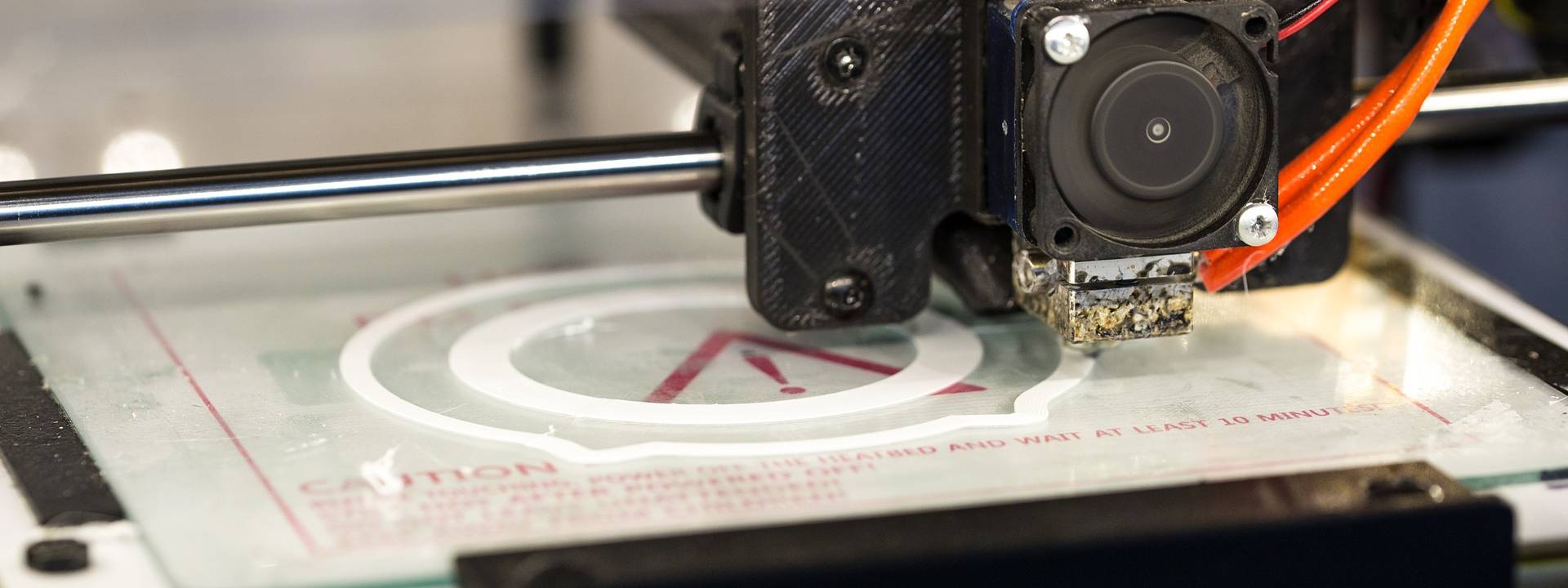
3Dプリンターのフィラメント「PETG」の温度ベンチテストとテスト印刷を行ってみました。
本体入手時に合わせて入手しておいたPLA(白)1kgが無くなってしまって、次にABSかPETGかどちらを入手しようか悩んだのですが、ABSより少し取り扱いが楽そうなPETGを入手してテストしてみました。
概要
PETGフィラメントですが、少し調べたところABSとPLAの中間のようなフィラメントのようです。ABSのように成形時の周辺温度やそりにそれほど気を遣う必要がなく、ABSほどではないがPLAよりも靭性(割れ難さ、粘り)があり温度環境にも強いようです。
ただ、PLAに比べて成形時のノズル温度がシビアなのと、ベッドに若干定着しにくい、また糸引きがすごいなどの背反があるようです。

とりあえずノズル温度を振ってみてベンチテストしてみました。
PETG 温度ベンチテスト
▼入手したPETGは透明色▼

リールには推奨温度220~250℃と記載がありますので、とりあえず220~240℃を5℃ずつ刻みで造形してみました。
▼使用したモデルはベンチテストでよく見かけるデータ▼
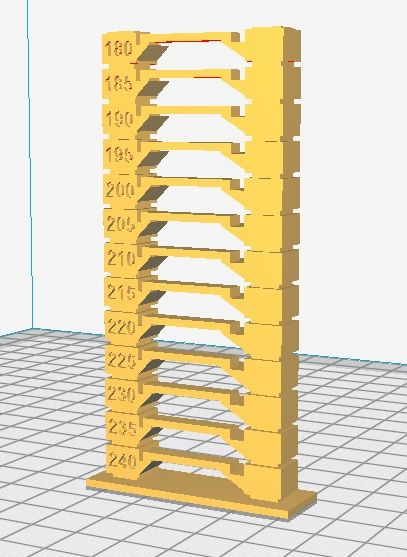
下の段から順にノズル温度を240℃、235℃、230℃、225℃、220℃と5℃刻みで5段分の設定してます。
そのほかの主な設定は、
積層ピッチ :0.2mm
印刷速度 :50mm/s
ベッド温度 :60℃
引き戻し距離:5mm
引き戻し速度:40mm/s
こんなところです。ノズル温度はgコードを直接編集して1段造形するごとにノズル温度が変わるようにしてます。(ここら辺は要望があるようなら別途紹介したいと思います)
▼印刷動画▼
温度ベンチテストのタイムラプス動画です。見た目では220℃~240℃の間ではそれほど差がない感じです。
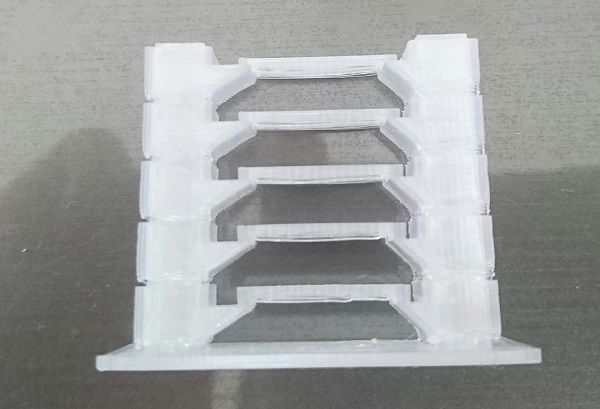
PLAに比べるとベッドへの食い付きが弱い感じで、糸引きについても気持ちでるかな?と感じる程度。がこの形状であればともに問題になるほどではなかったです。ノズル温度が多少高いくらいでほぼPLAと同様の感覚で使用できる感じです。
印刷テスト
透明フィラメントなので透明感がわかるようなモデルでテスト印刷してみました。
▼3Dモデル▼

こんな感じの3Dモデルを準備しました。4cm角程度の小さなコップのようなものです。板厚0.8mmほどですのでうまく造形できれば透けるかな?と思って造形してみました。
▼PETGテスト印刷▼
割ときれいに出力はできましたが透明?というほどではないです・・・。少し透けてるだけですね。きらきらと表面の光沢がきれいです。積層ピッチや温度でももう少し透明度変わるかもしれませんね。
まとめ
上で紹介したパターンは割とうまくいったパターンです。ほかの形状でもいくつかのパターンでテストをして見たのですが、形状によってはベッドに食い付きにくく、糸引きもひどいパターン、反りが出るものもありました。

▲糸引きがひどいパターンです。同条件で印刷しても糸引きがひどい場合有。大きさや形状で条件は一意に決まるものではなさそうです。なかなか難しい。
個人的にPETGに期待していた靭性(壊れ難さ、粘り)ですが、手で触った(割ってみた)感じでは今まで使っていたPLAよりも割れやすく脆い感じでした。PLAでもある程度は曲げても割れなかったのですが、今回手に入れたPETGは同形状の印刷物でも同様の曲げで割れてしまいました。
もともと使っていたPLAが割と粘りのあるもの?なのか、PETGの印刷条件が悪いのか、、もう少しいろいろ使い込んでみたいと思います。
コメント