温度ベンチテストをするときにモデル作成中の途中で温度を変更する方法です。こういったことはだいたいのスライサーソフトできると思うのですが、途中(レイヤー毎)で温度変えるだけならば、Gcodeを直接編集する方法が個人的には簡単で好みです。今回はその方法です。
▼温度ベンチに使用するモデルはこちら▼

ダウンロードするとこんなデータが入ってると思います。
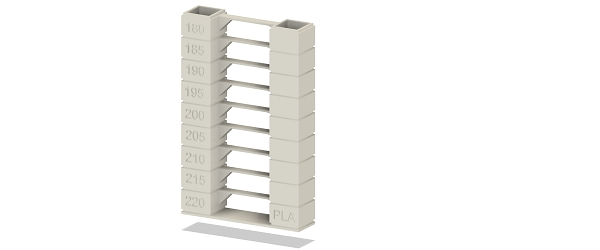
似たような温度ベンチ用のモデルはいくつかあると思います。ブロックごとに温度を変えて造形していき、その出来栄えを確認できるモデルです。同じ場所に温度設定されたGコードも配布されてますが、温度以外の設定(速度やベッド温度等々…)は自分のプリンターに合わせた物のが良いのでこれは使わず自前でGコードを準備します。
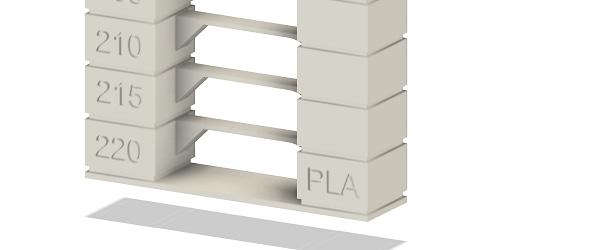
親切にブロック毎に温度の刻印があります。ただ、このデータをスライスソフトで普通にスライスしても一定の温度で造形してしまいます。レイヤー毎に温度変えられるようにできるスライスソフトもありますが、温度変えるだけならば大した手間にはならないので直接Gコードを編集してみます。
このモデルから、まずはスライスソフトで普通にGコードを作成します。(Cura 4.12.1 を使用してます)
最初のブロックが220℃なので、ノズル温度は220℃で設定してスライスしておきます。また、あとでGコードを修正するときに必要になるのでブロック毎のレイヤー(何層目か)の始まりを確認しておきます。Curaの場合、プレビュー画面の右にあるスライダーを動かすことで確認できます。
ブロック215℃ レイヤー80~ ブロック210℃ レイヤー150~ ブロック205℃ レイヤー215~ ブロック200℃ レイヤー280~
レイヤー(層数)は積層ピッチの設定とかで変わってくるので適宜確認しましょう。このレイヤー毎に温度を変えていくことになります。
でスライスしたGコードファイル(.gcode)をterapadなどのテキストエディターで開きます。
⁝ G1 F2700 E58.78202 G0 F6000 X169 Y154 ;TIME_ELAPSED:98.381856 ;LAYER:1 M106 S85 ;TYPE:WALL-INNER ;MESH:Bench.stl G1 F1050 X131 Y154 E59.41397 G1 X131 Y146 E59.54701 G1 X169 Y146 E60.17895 G1 X169 Y154 E60.31199 G0 F4800 X169.4 Y154.4 G1 F1050 X130.6 Y154.4 E60.95724 ⁝
こんな感じの数字と英語がずら~っと並んだファイルが開きます。ここで確認するのが;LAYER:と記述されている行です。3Dプリンターは、上から順番にコードを処理をしていくため、先ほど確認したレイヤー番号を探してその行の下にノズル温度の指示を書き加えます。検索掛ければすぐ見つかると思います。だいたいのスライサはレイヤー番号のコメントがあると思いますがもし無ければ「z***」となっている文字列探して、ノズルの高さ位置で温度を変更します。
例えば、2ブロック目(レイヤー80~)からノズル温度を215℃に変えるには、
⁝ G0 F3600 X140.25 Y154.07 G0 X159.75 Y154.07 G0 X160.635 Y154.07 G1 F2700 E435.41876 G0 F3600 X161.015 Y154 ;TIME_ELAPSED:1391.453999 ;LAYER:80 M104 S215 ;TYPE:WALL-OUTER ;MESH:bench.stl G1 F882.4 X169.015 Y154 E435.5518 G1 X169.015 Y146 E435.68484 G1 X161.015 Y146 E435.81788 G1 X161.015 Y154 E435.95092 ⁝
;LAYER:80が記載されている行を探します。だいたいのソフトは「ctrl+F」で検索できるので検索すればすぐ見つかると思います。今回のGコードでは11260行目に記述がありました。ですぐその下に「M104 S215」と追記します。M104はノズルの目標温度の設定コマンドです。続けてS215とすると目標温度を215℃に設定します。今回は順に(5℃ずつ)温度を下げていくだけなのでこれで十分かと思います。
基本的にこの要領でブロック毎の始まるレイヤー行を探して、温度設定のコマンドを記述していけばGコードの編集は完了です。これくらいであれば手作業でも大したことはないと思います。
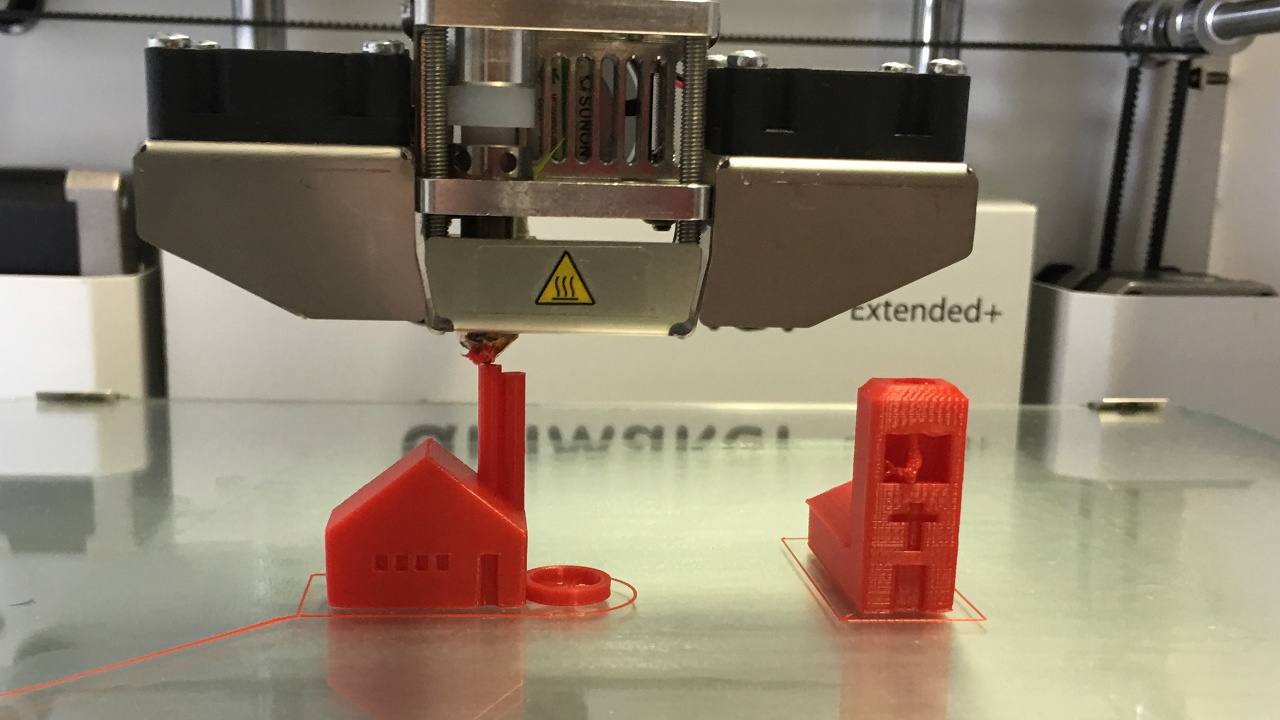
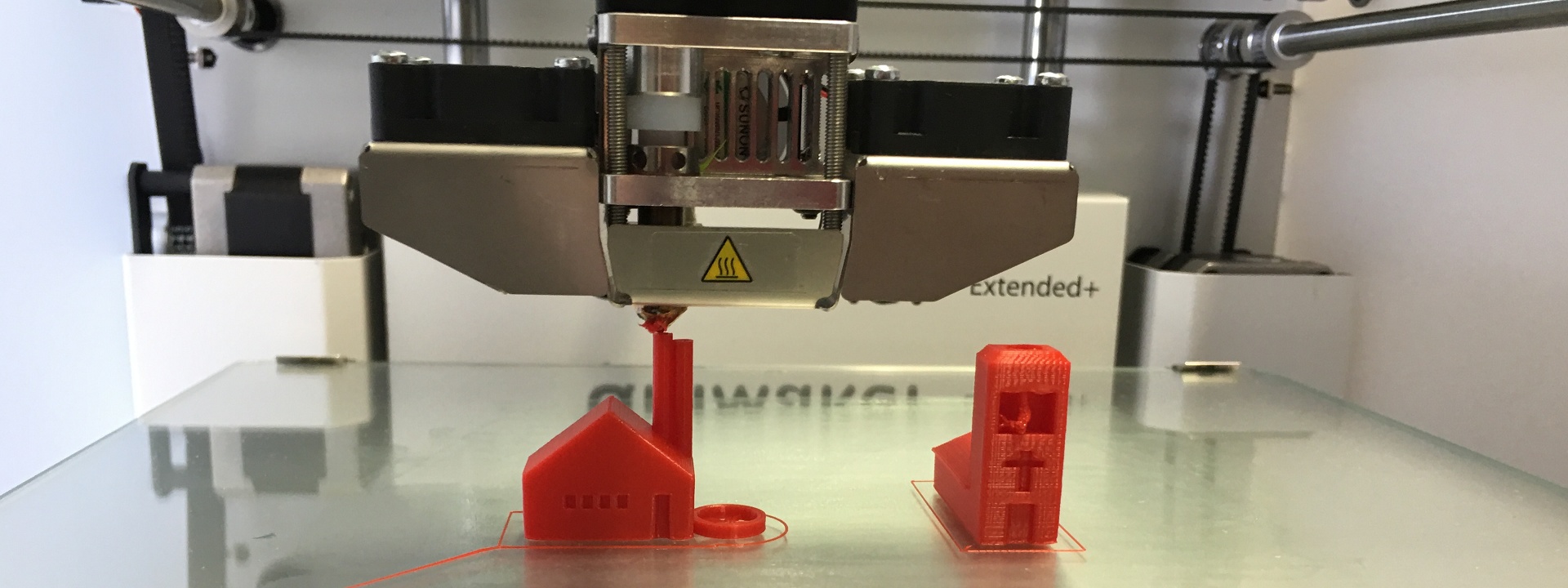
▼テスト印刷結果▼

PLA(シルク銀)でテスト印刷です。温度変化なので糸引きの具合に分かりやすく差がでてます。200-195℃くらいでほど糸引きがほぼ無くなってます。180℃くらいになると少し表面に隙間があるような感じで積層間の接着が少し心配です。

180-190℃くらいは積層間に密着が弱い感じで脆く、指で簡単に割れました。200℃以上くらいは頑丈で指では割れない程度です。
このモデルであれば、積層ピッチ0.2mm、速度30mm/s程度で1時間半ほどの造形時間なので新しい材料使うときには都度確認してもいいかと考えてます。
コメント